
Egzamin z konserwacji układnic – połączenia nierozłączne cz.2
W kontekście przygotowania do egzaminu UDT warto podkreślić, że pytania na egzaminie dotyczą nie tylko kwestii związanych z przepisami jak obowiązki konserwatora w świetle obowiązujących aktów prawnych czy szczegółów dotyczących zabezpieczeń elektrycznych i mechanicznych na danym urządzeniu. Na każdym egzaminie pojawiają się także pytania dotyczące tzw. ogólnej wiedzy technicznej. Wśród nich także te dotyczące połączeń nierozłączanych. Przypomnę tylko, że połączeniami nierozłącznymi nazywamy takie połącznia których demontaż wymaga zniszczenia przynajmniej jednego elementu złącza. We wcześniejszym wpisie omówiłem połączenia rozłączne: nitowane i spawane. W tym tekście zapraszam Państwa do omówienia pozostałych typów połączeń nierozłącznych: zgrzewanych i lutowanych. Połączenia klejone i wciskowe omówimy przy okazji 3 z kolej wpisu na ten temat.
Połączenia zgrzewane
Połączenie zgrzewane powstaje bez dodatku spoiwa, w wyniku miejscowego ogrzania łączonych elementów do stanu plastyczności (temperatura białego żaru) i dociśnięcia ich do siebie za pomocą siły mechanicznej (kucie, prasowanie lub docisk). Powstałe w wyniku zgrzewania złącze nazywa się zgrzeiną.
Zgrzewanie umożliwia łączenie różnych metali lub metali z niemetalami.
W zależności od sposobu nagrzewania rozróżnia się następujące rodzaje zgrzewania:
- ogniskowe (elementy łączone nagrzewa się w ognisku kuziennym),
- gazowe (elementy są nagrzewane palnikiem gazowym),
- tarciowe (ciepło powstaje w wyniku tarcia o siebie łączonych powierzchni),
- oporowe, elektryczne (do wytworzenia ciepła wykorzystuje się energię elektryczną).
Najbardziej rozpowszechnione jest zgrzewanie oporowe, podczas którego przez zetknięte ze sobą części przepuszcza się prąd o dużym natężeniu. Wskutek oporu elektrycznego miejsca styku nagrzewają się do temperatury białego żaru i wtedy łączy się je ze sobą przez docisk
Ze względu na rodzaj powstałej zgrzeiny rozróżnia się zgrzewanie punktowe, garbowe, liniowe i doczołowe.
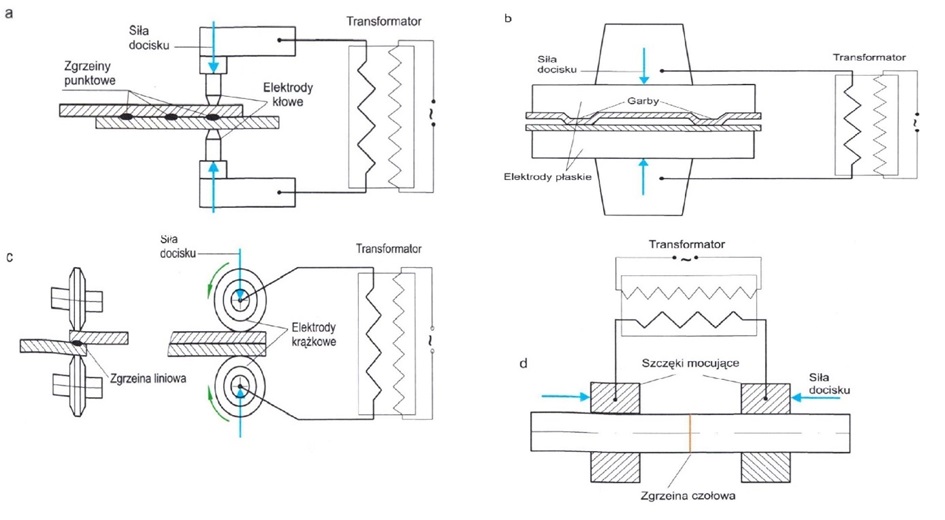
Zgrzewanie punktowe stosuje się do łączenia blach, wyprasek i profili tłoczonych o grubości 0,2…15 mm, gdy nie wymaga się szczelności złącza. Tę odmianę zgrzewania stosuje się powszechnie do łączenia blach nadwozi samochodowych.
Zgrzewanie garbowe jest ulepszoną wersją zgrzewania punktowego i służy do łączenia elementów konstrukcji o dużej powierzchni styku. Wykonanie takiego połączenia wymaga wyżłobienia garbów w jednym z łączonych elementów i zastosowania płytowych elektrod o kształcie odpowiednim do wykonanych garbów.
Zgrzewanie liniowe odbywa się za pomocą elektrod krążkowych. Stosuje się je, gdy jest wymagana szczelność połączenia, a grubość łączonych elementów nie przekracza 4 mm.
Zgrzewanie doczołowe wykorzystuje się przede wszystkim do łączenia powierzchni czołowych prętów i rur.
Zgrzewanie tarciowe jest zgrzewaniem mechanicznym, podczas którego występuje ruch obrotowy jednej z części zgrzewanych. Wskutek tarcia wydziela się ciepło, które szybko nagrzewa łączone powierzchnie do stanu plastycznego, a dzięki osiowemu dociskowi powstaje zgrzeina czołowa. Metoda ta znajduje szerokie zastosowanie w produkcji różnych narzędzi, w których nie wszystkie elementy muszą być wykonane z drogiej stali narzędziowej
Zgrzewanie ogniskowe i gazowe to stare i proste sposoby łączenia części. Ze względu na słabą jakość uzyskiwanych połączeń wykorzystuje się je obecnie w bardzo ograniczonym zakresie.
Połączenia lutowane
Lutowanie polega na spajaniu metalowych części roztopionym spoiwem (zwanym lutem), którego temperatura topnienia jest niższa od temperatury łączonych elementów.
Rozróżnia się lutowanie miękkie, wykonywane za pomocą lutów o temperaturze topnienia nieprzekraczającej 500°C oraz lutowanie twarde, w którym wykorzystuje się luty o temperaturze topnienia powyżej 500°C.
Połączenie roztopionego lutu z rozgrzanym materiałem powstaje wskutek przylegania (adhezji) oraz wzajemnego przenikania atomów z lutu do materiału lutowanego i odwrotnie (dyfuzji). Roztopiony lut powinien dobrze zwilżać łączone powierzchnie, dlatego przed lutowaniem powinny one być dokładnie oczyszczone i odtłuszczone. W trakcie lutowania stosuje się odpowiednie topniki (np. kalafonia, boraks). Lutuje się za pomocą lutownic, nagrzewnic indukcyjnych, palników gazowych, nagrzewania w piecach lub zanurzania w roztopionym lutowiu.
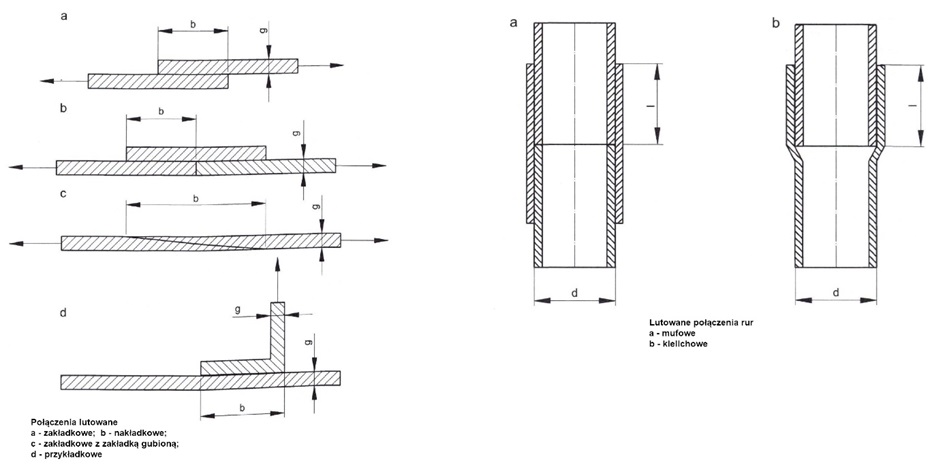
Połączenia lutowane najczęściej wykonuje się jako zakładkowe, nakładkowe lub przykładowe. Połączenia lutowane wykorzystuje się również do spajania rur. Stosuje się wówczas złącza murowe oraz kielichowe
Lutami miękkimi są stopy na osnowie cyny, cynku, kadmu oraz indu i bizmutu. Natomiast luty twarde są stopami na osnowie miedzi, aluminium oraz srebra. Grubość lutowia w połączeniu powinna wynosić 0,01…0,15 mm, przy czym mniejsze grubości dotyczą lutów twardych, a większe – lutów miękkich.
Proszę o komentowanie i zadawania pytań pod poniższym artykułem. Jeśli wśród odbiorców znajdą się osoby które zdały egzamin z zakresu konserwacji któregoś z urządzeń transportu bliskiego podlegającego nadzorowi UDT zachęcam to podzielenia się swoimi doświadczeniami w tym zakresie. Niezmiennie, zachęcamy do kontaktu z Well-Done.pl w sprawie organizacji szkoleń w zakresie obsługi i konserwacji.
Bibliografia:
- Praca zbiorowa, Mały Poradnik Mechanika, Wydawnictwa Naukowo – Techniczne, Warszawa 1988.
NOTKA BIOGRAFICZNA AUTORA:
Piotr Miller – trener i instruktor. Magister inżynier elektronik. Doświadczony w boju dowódca zespołów do zadań specjalnych. Po wielu latach spędzonych w delegacji w różnych zakątkach świata, w końcu osiadł we Wrocławiu. Nadal jednak pociąga go życie w drodze w związku z czym planuje zakup kampera.













